お客様事例
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
お客様事例
2010年5月10日公開
見込み機能で工数が削減した。
これから玉成の部分をフロントローディング化していきたい。
それを実現するシステムをUELに作ってほしいです。

世界に通じる自動車部品サプライヤー
アステアは、より快適な車社会の実現に貢献する自動車部品メーカーとして、高い開発力・技術力・国際競争力を持っています。
海外拠点としてはアメリカ、タイ、中国をはじめとする共同出資会社を設立、
その他にも台湾、マレーシア、韓国、メキシコなどの複数地域へ技術提携という戦略でクロスボーダーアライアンスの経験を蓄積しています。
工機課はアステア第4工場にあり、新車種立ち上がり時の試作部品の製作と、生産設備の治具、金型の製作をおこなっています。
金型製作については、社内の型のみならず、他社からの受注製作もしています。
取引先から製品データ受け取り、金型設計前のプレス工程別モデリングをCADmeisterでおこなっています。
プレス金型特有の成形・精度見込み対策をおこなうための変形が主なモデリング作業になります。

見込み機能のFORMで効率改善
以前は金型の種類やメーカーにより複数のCADを使用していましたが、データ変換後に面が離れたり浮いていたりして面の修正が大変だったのと、
ハイテン材を使用した部品が多くなり見込みの工数も増加していたため、2003年にCADCEUSを導入しました。
 CADシステム導入当初からCAD/CAMを担当している西山氏は言います。
CADシステム導入当初からCAD/CAMを担当している西山氏は言います。
「見込みの工数が増加したため、他の作業の標準化や改善(カスタマイズ等)を行い作業工数の短縮を行いましたが、
それでも限界があり、新しいCADシステムの検討を始めました。
複数のシステムの中からCADCEUSを選択した理由は、見込みの機能のFORMが使いたいから。
周囲の評判とベンチマーク結果の良さも決め手となりました」
他社に先駆けた設計手法
「見込みには本当に悩まされてきました・・・」と西山氏は当時を振り返ります。
アステア社では、設計の段階で見込みを入れるという設計手法を、世間に先駆けておこなってきました。
 工機課課長の林氏は次のように言います。
工機課課長の林氏は次のように言います。
「以前はプレスしてダメだった場合現場で修正の対応をしていましたが、設計の段階でシステムを使って検討しそのデータを残すように変えました。
データが残っていれば、後で新しい型を作るにしても修正するにしても、検証ができますから。
無理してでもデータでやるように、という方針で進めてきました。
今となれば、技術の向上にもなっていますし、この方針は間違いではなかったと確信しています」
見込みモデリングが1/4、フィレット掛けが3割減。
XVL出力コマンドで、3次元の部品管理表が作成可能に。
 CADmeisterがリリースされてすぐCADCEUSから移行しました。
CADmeisterがリリースされてすぐCADCEUSから移行しました。
「CADmeisterになってより一層見込みが早くなりました。
FORM
のオーバークラウン、見込み、スーパースプリングバックコマンドは必ずと言っていいほど使用しています。
以前使用していた他社CADと比較すると、見込みモデリングで3〜4日かかっていたものが1日でできるようになり、
フィレット掛け操作も工数が3割程度減りましたね」
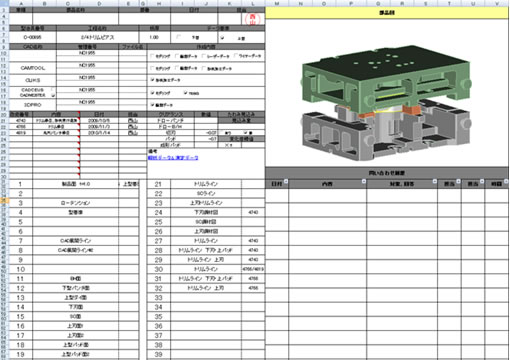
また、XVL出力コマンドで、3次元の部品管理表が作成可能になりました。
「エクセルファイルで部品管理表を作成していますが、
これにXVLを貼りつけることでCADが使えない人でもCADmeisterで作ったモデルを回転、拡大、パーツ別に表示でき、動的に部品情報を確認できるようになりました。
さらに、当社用に作成していただいたレイヤ情報出力コマンドを使い、レイヤ情報もエクセルファイルに自動で取り込むことで、
帳票作成の工数削減と他部門や取引先との情報共有化が図れています」
林課長はCADmeisterの印象を、全般的に操作性が良いシステム、と言います。
「1つ操作をしたら、次に何をすべきかが分かりやすい。これは国産システムならではですね。日本人の親切さが表れていると思います」
STLデータからのモデリングと24時間無人加工を実現したい。
「一番お願いしたい事は、STLデータからモデリングできるようにしてほしいです。
また、金型のコストダウンをしようと思ったら、いかに加工を無人化できるかが重要になります。
3Dプロファイル加工を実現し、24時間無人加工できるようなシステムの開発と提案をしてください」
2006年度ユニシス研究会に参加した西山氏は、西日本地区での開催も希望します。
「他の企業の人と話し、情報交換ができる良い機会ですし、とても勉強になります。
次回はぜひ広島、岡山周辺で開催していただけると参加しやすく助かります」
フロントローディング化を図る。
海外とより良い関係を築くと同時に、独自でノウハウを蓄積する。
今一番工数がかかっているのは玉成の部分、と林課長は言います。
 「玉成とは、金型が仕上がり、組立て、トライがOKになった後で、最終的に製造へ金型を引き渡すところ。
主に、(1)機能、(2)生産性、(3)製品精度の3つの理由で修正作業が入ってしまうため時間がかかります。
「玉成とは、金型が仕上がり、組立て、トライがOKになった後で、最終的に製造へ金型を引き渡すところ。
主に、(1)機能、(2)生産性、(3)製品精度の3つの理由で修正作業が入ってしまうため時間がかかります。
(1)は、製品がちゃんと作れる、取り出せる、といった金型としての機能を果たしているか。
(2)は、いかに製品を効率良く流し、プレススピード100%で稼働させることができるか。
(3)は、作り出す製品の精度が確かなものか。
これらの修正作業を削減する為には、設計に盛り込んでいかないと工数削減につながりません。
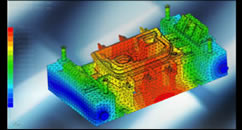
そのためには解析結果や、非接触測定器で測定した見込み数値を早めに設計に反映させ、玉成に展開していきたい。
あとは、コスト削減のためいかに海外と協調できるか。
今後は海外と協力しながらも、日本の技術力を独自で蓄積していかないと、世界における日本のもの作りが廃れてしまいます。
経験値は日本人が圧倒的に高い。職人が持つ匠の技を、CADCAMシステムに織り込めるかがカギです。
UELにはそれを考えて欲しい。
金型を作るにも、CAD/CAMが充実していないと、なかなか作りにくい時代になってきます。
CADmeisterがどのように進化していくか、注目しています」

西日本営業部広島営業所の田野倉です。
広島営業所に転勤し、岡山地区を担当になってから半年になります。
 アステア様を担当させていただいてからも半年と、まだまだ日数的には浅いですが、大変お世話になっております。
今後もアステア様のご期待に応えられるよう一生懸命頑張っていきたいと思います!
アステア様を担当させていただいてからも半年と、まだまだ日数的には浅いですが、大変お世話になっております。
今後もアステア様のご期待に応えられるよう一生懸命頑張っていきたいと思います!
写真は、私が趣味で行っているバンドのライブでの一コマです。
頭を振りすぎて、完全にブレています。。。
やはり、ストレス発散には、大声を出して頭を振る(所謂ヘドバン)が一番です(笑)
西山様はインタビュー中に、アステア社のパンフレットに掲載されている製品10数個を1つ1つ指さしながら、それぞれ見込んだ回数を話されていました。
私は見込み回数を覚えていることに驚き、それほど苦労されていたのだなと思いました。CADmeisterのFORMが少しでもお役に立てて嬉しく感じます。
 岡山駅前の目抜き通りを直進すると、岡山城です。黒漆塗の外観が目を引きます。
岡山駅前の目抜き通りを直進すると、岡山城です。黒漆塗の外観が目を引きます。
1階は五角形で、上層階へ行くにつれて徐々に四角形になるため、1階から6階まで全ての階が異なる平面になっているようです。
天守閣裏の坂道から見上げるとその複雑な構造が分かりやすく、より一層の荘厳さを感じました。
取材担当 牧野


 公式サイト
公式サイト